2. Transformación de la piedra natural
2.1. INTRODUCCIÓN
La transformación de la piedra natural es un proceso fundamental en la industria de la construcción y el diseño, donde la materia prima extraída de la naturaleza se convierte en elementos arquitectónicos y decorativos de alto valor añadido. Este proceso abarca desde la selección y extracción de la piedra en cantera, pasando por su corte, labrado y acabado, hasta su almacenamiento y comercialización, integrando tanto técnicas tradicionales como tecnologías de vanguardia. Sin embargo, para que la piedra natural llegue a convertirse en pavimentos, revestimientos, encimeras o elementos escultóricos, es necesario someterla a un proceso de transformación industrial que exige conocimientos técnicos, maquinaria especializada y un estricto control de calidad. En la actualidad, la transformación de la piedra natural se realiza en instalaciones industriales equipadas con maquinaria avanzada, como sierras de disco gigantes, cortadoras de puente y equipos CNC, que permiten trabajar con precisión y eficiencia bloques de gran tamaño. La variedad de técnicas y acabados disponibles -pulido, apomazado, arenado, flameado, escarfilado, entre muchos otros- responde tanto a criterios estéticos como funcionales, adaptándose a las exigencias de cada proyecto y a las propiedades específicas de cada tipo de piedra. A continuación, en este tema, se expondrán de forma más detallada las fases esenciales de la transformación de la piedra natural, desde el uso de maquinaria moderna hasta la gestión documental, pasando por las técnicas de acabados y las medidas de seguridad imprescindible en todo este proceso para poder conocerlo de forma más pormenorizada.
2.2 MAQUINARIA
La primera transformación de la piedra natural requiere maquinaria robusta y precisa, capaz de trabajar con materiales de gran dureza y dimensiones considerables. Las máquinas que podemos encontrar en la industria extractiva para la primera transformación del bloque en un número determinado de planchas o tablas cuyas dimensiones resultantes serán las dimensiones del ancho y alto del bloque, son:
- Telares tradicionales:
- Monolama: un solo fleje o lama para el corte.
- Multilama: muchas lamas para el corte del bloque. Hasta 100 flejes o lamas se pueden utilizar con estas máquinas.
- Telares diamantados:
- Monolama: una sola lama/fleje diamantada
- Multilama diamantada: varias lamas/flejes diamantados
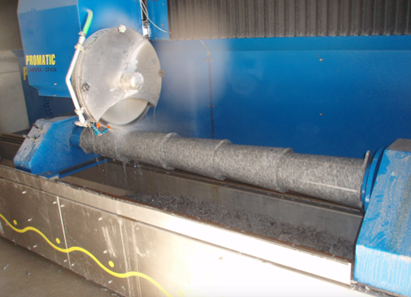
- Máquinas de hilo diamantado:
- Monohilo: un único hilo diamantado (existe la opción de dos hilos)
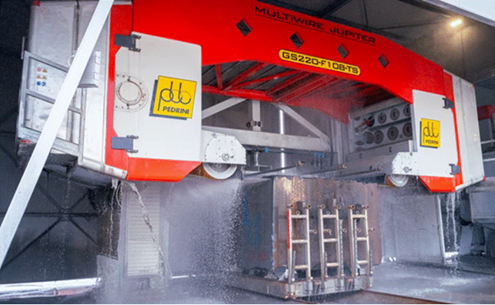
- Multihilo: muchos hilos diamantados, pueden contener hasta más de cien hilos.
- Máquina de corte con disco:
- Cortabloques monodisco: se utiliza un solo disco para cortar el bloque
- Cortabloques multidisco: diferentes diámetros de discos unidos en un solo volumen de trabajo. A continuación se muestra un ejemplo de este tipo de maquinaria:
Telar tradicional.

Telar diamantado.


Máquinas de monohilo diamantado.



Máquinas de multihilo diamantado.

Máquinas de corte con disco.





Máquina de corte multidisco.


Una vez este bloque se transforma en piezas más pequeñas y manejables, principalmente planchas de grosores variables de entre 1 a 3 cm, pasarán a mecanizarse con otro tipo de maquinaria para darles un uso y acabado más concreto. Aquí principalmente entran en juego otro tipo de máquinas como las sierras de puente, fresadoras, pulidoras, tornos y especialmente en los últimos años, los robots y los centros de mecanizado controlados por CNC (Control Numérico Computarizado).
2.2.1. Diferentes tipos de máquinas para el mecanizado de la piedra natural
- Sierra de puente: es una máquina especializada utilizada principalmente para cortar losas y bloques de piedra natural. Está compuesta por una estructura fija en forma de puente que sostiene una sierra circular o disco de diamante, el cual se desplaza sobre la piedra para realizar cortes precisos y de alta calidad. Este equipo permite realizar cortes rectos, curvos y biselados, y puede incluir sistemas CNC que automatizan y controlan la posición, velocidad y profundidad del corte, facilitando trabajos complejos como el mecanizado de encimeras, lápidas, elementos decorativos y piezas arquitectónicas.

- Fresadora: es una máquina CNC con un puente móvil que desplaza un cabezal con fresas rotativas, permitiendo tallar, perfilar y grabar en 3D materiales como mármol y granito con alta precisión. El número de ejes, generalmente entre tres y cinco, determina la complejidad de los trabajos, ya que más ejes permiten movimientos adicionales para crear formas y detalles más precisos. Su funcionamiento está controlado por un sistema automatizado que regula en tiempo real la posición, velocidad y profundidad de la herramienta, requiriendo programación previa. Estas fresadoras son especialmente valoradas en la industria funeraria y en la elaboración de piezas ornamentales que demandan grabados tridimensionales precisos.

- Torno: es una máquina CNC diseñada para trabajar la piedra natural, permitiendo dar forma cilíndrica o realizar piezas torneadas mediante la rotación controlada de la piedra sobre su eje. Gracias a su sistema automatizado, el torno regula con precisión la velocidad y el avance de corte, facilitando la producción de columnas, balaustres, capiteles y otros elementos decorativos o arquitectónicos con acabados uniformes y detallados.
- Robot de mecanizado: es un sistema CNC, automatizado y programable, generalmente con hasta seis o incluso siete ejes, que permite realizar tareas complejas como corte, fresado, tallado, pulido y manipulación de piezas de piedra natural. Su versatilidad radica en la posibilidad de equipar distintos cabezales y herramientas especializadas, como fresas, discos de corte, sopletes para flameado, ventosas de manipulación o sistemas de resinado, adaptándose así a una amplia variedad de acabados y formas. Gracias a este alto número de ejes y a la variedad de herramientas que puede portar, el robot es capaz de ejecutar operaciones tridimensionales de gran precisión, optimizando los procesos de producción, reduciendo tiempos de ciclo y permitiendo la fabricación eficiente de piezas ornamentales, arquitectónicas y funerarias con un elevado nivel de detalle y calidad.

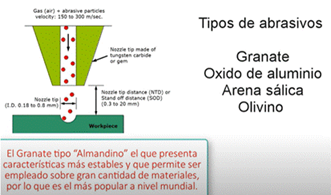
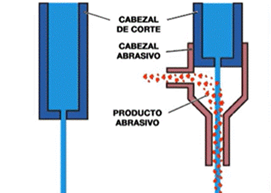
- WaterJet o corte por agua: Estas máquinas son herramientas de corte de alta precisión que utilizan un chorro de agua a muy alta presión, mezclando con abrasivos, para cortar una gran variedad de materiales. Este tipo de maquinaria permite trabajar materiales delicados y duros, no solo piedra natural, sin causar estrés térmico, lo que reduce considerablemente el riesgo de provocar daños o deformaciones en la pieza trabajada.

Estas máquina también funcionan con un sistema de control numérico computarizado, estando el chorro de agua controlado por un sistema de CNC, lo que permite seguir recorridos complejos con un alto grado de precisión. El sistema funciona al enviar el agua a una presión extremadamente alta (alrededor de 4.000 – 6.500 bares, como unos 4.000km/h, una velocidad supersónica) a través de un chorro de pequeño diámetro, que puede ir acompañado o no de un abrasivo (granate ou garnet) para cortar materiales duros como la piedra. El motivo de añadirle abrasivos al agua es debido a que el simple chorro de agua no sería capaz de realizar cortes en los materiales más duros, por eso se le añaden mezclas de arcillas y vidrios que dotan al sistema de un corte más potente.
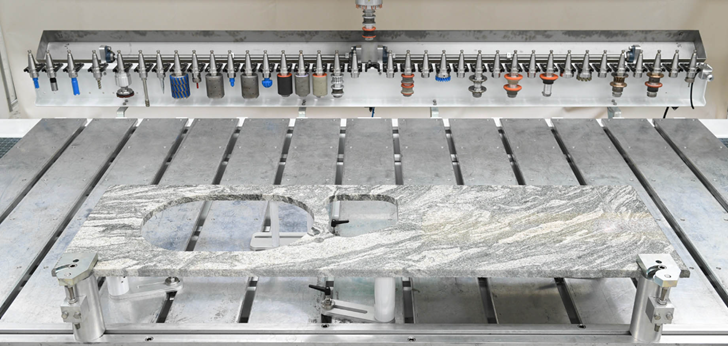
- Centro de mecanizado: es una máquina CNC avanzada diseñada para cortar, tallar, fresar, perforar, pulir y grabar piedras naturales o artificiales. Estas máquinas destacan por su alta precisión y eficiencia, ya que automatizan procesos complejos y permiten realizar diseños detallados y personalizados en piezas como encimeras, esculturas, monumentos y elementos arquitectónicos. Equipadas con husillos potentes, sistemas de cambio automático de herramientas y software especializado, pueden trabajar con una amplia variedad de herramientas para adaptarse a diferentes operaciones y acabados. El control CNC garantiza la repetibilidad y exactitud en cada trabajo, optimizando el uso del material y reduciendo los residuos, lo que convierte a estos centros en equipos esenciales para la industria de la piedra natural.

En definitiva, las máquinas CNC son equipos controlados por ordenación de forma que automatizan cortes, desbastados, tallados, grabados, etc. de la piedra natural. Con esta maquinaria se realizan trabajos de alto rendimiento, siendo un trabajo preciso, seguro y versátil, optimizando el rendimiento del material y reduciendo los desperdicios. Su principal ventaja es la capacidad de ejecutar diseños complejos y personalizados con una precisión milimétrica, minimizando el error humano y optimizando el material utilizado. Esta tecnología está revolucionando el sector, permitiendo un volumen de trabajo antes impensable.
Diferentes herramientas de un centro de mecanizado
El principal uso de estas máquinas, primordialmente el centro de mecanizado, es para la transformación de las planchas o piezas de piedra para convertirlas en piezas especiales como encimeras, lavabos o cualquiera otra que precise de un diseño determinado. A la hora de llevar a cabo un trabajo, se suponen diferentes fases que a continuación se exponen:
Organización del corte
La primera fase, el pre-corte, consiste en interpretar los planos o la documentación técnica entregada, comprender los productos que se quieren llevar a cabo y realizarlos de forma eficiente, con la mínima pérdida de material posible y en el menor tiempo. Para continuar, si se trata de una máquina CNC, se procederá a realizar el diseño deseado mediante aplicaciones CAD-CAM y software adecuado a la máquina a utilizar como sería el Alphacam(Alphastone), Granicad, Taglio, EasySTONE, EasyCUT, u otro cualquiera que realice esa función. Posteriormente, se escogerá el tipo de piedra a emplear y su formato; es decir, si se comienza el trabajo desde un tablero, una banda o un semibloque. Aunque ambos dependerán del pedido solicitado, el tipo de piedra y su variedad es un requerimiento básico del cliente, mientras que el formato escogido para comenzar la elaboración dependerá del tipo de producto que se vaya a generar. En el corte a medida se suelen utilizar tableros de 3 cm de espesor para los revestimientos de fachadas, aunque esto va a depender siempre de los requerimientos del cliente y de la propia obra. Para los recercados de puertas y ventanas normalmente se parte de tableros o planchones, con espesores que van desde los 3 cm hasta los 10 o 15, dependiendo de los formatos exigidos por el proyecto. Para cornisas, antepechos u otros productos con espesores que normalmente parten de 10 cm, suelen utilizarse planchones o semibloques. Seguidamente, una vez seleccionado el material de partida, se lleva a cabo el replanteo. Este consiste en la organización de las piezas a cortar en los productos de partida. En hacer un análisis del número máximo de piezas que entran en una plancha de piedra para poder ajustar los parámetros en la máquina de corte. Con frecuencia, de una misma plancha se puede sacar elementos diferentes, por lo que habrá que estudiar cuál es la organización óptima de las piezas en la plancha o las planchas, de forma que se despiece la mínima cantidad de piedra posible. Esto es particularmente importante en los productos de espesores considerables, o de especial valor donde el coste del material es superior.
Realización del corte
Tras el análisis de la documentación, generación del archivo CAD-CAM, la selección del material y el replanteo, se procede a las operaciones que conforman propiamente el proceso de corte, compuestas básicamente por tres actividades:
- Posicionamiento adecuado de la piedra en la máquina.
La piedra se coloca con cuidado en la mesa de corte en sentido longitudinal. Si están incluidas en líneas de corte, las mesas de corte normalmente constan de sensores de posicionamiento que al detectar la piedra activan los rodillos que desplazan la piedra, centrándola en la mesa de corte. Si se tratan de simples mesas de corte, normalmente será el operario el que deba situar la piedra en la posición más adecuada para proceder al corte. Una vez colocada la piedra en posición, deberá procederse, en caso necesario, a su inmovilización, para lo que se suelen utilizar cuñas, ventosas o piezas especiales para tal fin.
- Programación del corte.
El replanteo analizado con anterioridad se programa en la máquina de corte, introduciendo una serie de parámetros que normalmente son diferentes para cada una de las máquinas de corte si estas van con el sistema PLC o mediante órden directa desde el ordenador si van con el sistema CNC. La programación de los parámetros de corte en máquinas para piedra natural depende del tipo de equipo utilizado. En las cortadoras de disco, es fundamental ajustar la velocidad de giro del disco, la velocidad de avance, la profundidad de pasada según la dureza de la piedra y, en el caso de equipos multidisco, la distancia entre discos para definir el grosor de corte. En las cortadoras de hilo, se programa la trayectoria exacta del hilo en el plano de corte, integrando coordenadas o planos CAD, y se define el punto de origen para asegurar precisión. Los equipos de agua a alta presión requieren la introducción de la forma a cortar y la presión del chorro, mientras que las cizallas y troqueles, generalmente de operación manual, no precisan programación avanzada. En todos los casos, es esencial establecer correctamente el punto cero o de origen de la pieza, ajustar las velocidades y profundidades en función del material y asegurar que la herramienta siga la trayectoria programada para evitar errores y aprovechar al máximo la superficie útil de la piedra.
- Proceso de corte
En los equipos automatizados de corte para piedra natural, como las cortadoras de disco y de hilo, el proceso se inicia tras programar los parámetros y dar la orden de corte, asegurando primero la refrigeración mediante el suministro de agua al disco o hilo. El corte se realiza de forma automática siguiendo la secuencia programada, y la intervención del operario se limita a la supervisión y a la parada del proceso en caso de incidencia. En cambio, en las cizallas y troqueles el corte es manual, accionado por pedal, y el operario controla directamente el posicionamiento y la ejecución del corte, lo que resulta adecuado para la producción de adoquines y bordillos a partir de bloques pequeños. En todos los casos, la supervisión es esencial para garantizar la calidad y seguridad del proceso.
Cabe destacar que independientemente de la máquina empleada en el corte de la piedra, las fases principales donde se agrupan las operaciones de corte son siempre las mismas. Organización del corte, realización del corte, análisis de las piezas y el embalaje.

2.3. TÉCNICAS Y ACABADOS
Una vez dada la forma a la pieza de piedra, cortada y dimensionada, la piedra natural puede recibir distintos tratamientos superficiales, en función de su uso final y de las preferencias estéticas del cliente. Estos tratamientos se aplican sobre productos semielaborados que provienen del corte en telar, máquina de hilo o disco, y permiten obtener una amplia variedad de acabados que van desde superficies pulidas y brillantes hasta texturas rugosas y antideslizantes Todos los acabados posibles se pueden clasificar en tratamientos físicos y tratamientos químicos.
Los tratamientos físicos son aquellos procesos que modifican la superficie de la piedra natural mediante la acción mecánica, térmica o abrasiva, sin alterar su composición química. El objetivo principal es mejorar el acabado superficial, realzar las cualidades estéticas del material y adaptarlo a las necesidades específicas de uso, como la resistencia al deslizamiento, la durabilidad o la textura visual y táctil Entre los tratamientos físicos más destacados podemos encontrar:
- Aserrado/Serrado
Actualmente este proceso se lleva a cabo principalmente en telares multihilo, mediante el cual se corta un bloque de piedra para convertirlo en tablas, o también mediante la utilización de máquinas equipadas con discos diamantados (cortabloques) para producción de bandas, baldosas o plaquetas de piedra. Este acabado es casi un paso obligatorio dentro de cualquier línea de producción aplicándose a mármoles, granitos, calizas y areniscas. Con este acabado se consigue una superficie plana, rugosa y sin brillo.

- Apomazado
Consiste en el alisado y pulido de la superficie de la piedra mediante abrasión, utilizando muelas abrasivas cada vez más finas, pero sin llegar a obtener brillo. El resultado es una superficie lisa, mate y suave al tacto, que resalta el aspecto natural y rústico del material, siendo muy agradable visualmente y al tacto. Su uso está recomendado para pavimentos y revestimientos de interior.
- Pulido
Mediante abrasivos de grano progresivamente más fino, se obtiene una superficie completamente lisa y brillante. Este acabado realza el color y la textura de la piedra, y disminuye la porosidad superficial, facilitando la limpieza y el mantenimiento, proporcionando una mayor resistencia al ataque de agentes externos. Su uso está más recomendado a pavimentos y revestimientos de interior. No es compatible con pavimentos que estén a la intemperie por su alta resbaladicidad.

- Abujardado
Se logra golpeando la piedra con una herramienta llamada bujarda (martillo con puntas o pequeños dientes piramidales), generando pequeños cráteres uniformes. Aunque se puede realizar de forma manual, hoy en día se utilizan martillos neumáticos que se pueden desplazar de forma manual o de forma automática. El resultado es una textura rugosa, de aspecto rústico y propiedades antideslizantes, ideal para exteriores y zonas húmedas. Al igual que el acabado flameado, no se recomienda para pavimentos interiores por su dificultad para su mantenimiento y limpieza.

- Apiconado
Se realiza mediante la aplicación de golpes con una pica, un puntero o herramienta similar sobre la superficie de la piedra, sobre la que se producen unas incisiones alargadas y paralelas en una misma dirección, creando marcas lineales o punteadas. Suele ser un trabajo manual, aunque se puede efectuar con herramienta mecánica. El acabado es rugoso, con relieves marcados y aspecto rústico, utilizado para resaltar la textura natural y aumentar la resistencia al deslizamiento. Su uso es destacado para piedra de sillería en fachadas o incluso para pavimentos exteriores de aspecto rústico.

- Escafilado Consiste en fracturar la piedra manualmente con herramientas como cinceles, punteros o escafiladores, haciendo saltar lajas o esquirlas. El resultado es una superficie de aspecto muy natural, rústico e irregular, con mayor relieve y una textura similar al corte natural, pero más definida.

- Flameado
Se aplica una llama a alta temperatura sobre la piedra (generalmente granito), provocando una expansión térmica brusca que desprende pequeñas partículas. Normalmente el proceso se realiza de forma automatizada en cámaras especiales cuyo componente principal es un soplete móvil de oxipropano que lanza una llama a temperaturas de unos 2500ºC. El resultado es una superficie rugosa, vitrificada y antideslizante, adecuada para exteriores y zonas de tránsito. No se recomienda para interiores ya que por su rugosidad no se favorece su limpieza y mantenimiento.

- Arenado
Consiste en proyectar arena de sílice o corindón, un material abrasivo impulsado a alta velocidad y con presión variable por aire sobre la piedra. El arenado limpia la superficie y genera una textura mate, fina y ligeramente rugosa, con orificios más pequeños que con el abujardado, resaltando el color natural y mejorando la adherencia para posteriores tratamientos o aplicaciones. La profundidad de los orificios puede variar según la presión de aire ejercida y la granulometría proyectada. Se recomienda tanto para interior como para exterior, aunque no está especialmente indicado para pavimentos interiores por su rugosidad.

- Chorreado
Técnica similar al arenado, pero puede emplear distintos tipos de abrasivos (arena, microesferas, etc.) y se utiliza tanto para limpiar como para texturizar la piedra. El chorreado elimina suciedad, óxidos o restos de otros procesos, dejando la superficie lista para otros tratamientos o con una textura mate y uniforme.
- Granallado
Proceso similar al arenado, pero en este caso se proyectan abrasivos metálicos (granalla) a alta velocidad y presión variable sobre la piedra, generando una textura rugosa fina y uniforme, con propiedades antideslizantes y que realza el tono natural del material. La rugosidad se puede controlar según la fuerza de proyección.
- Envejecido
Busca reproducir el desgaste natural que el paso del tiempo y los agentes ambientales provocan en la piedra. Se puede lograr por medios mecánicos (cepillos abrasivos que de forma rotatoria generan ondulaciones y relieves imitando la erosión natural), dejando en superficie las partes más duras o los fósiles. El resultado es una textura sedosa, con relieves suaves y aspecto antiguo. Su uso más común es tanto para interiores como para exteriores, en este último caso se deberá comprobar que el grado de resbaladicidad es el adecuado.

Los tratamientos químicos consisten en la aplicación de sustancias que, a través de reacciones químicas, alteran las propiedades superficiales o internas de la piedra natural. Estos procesos pueden tener distintos objetivos: limpieza, protección, consolidación, corrección de defectos, coloración o mejora de las características técnicas y estéticas del material. A diferencia de los tratamientos físicos, que actúan por medios mecánicos o térmicos, los tratamientos químicos intervienen directamente en la composición o en la interacción de la piedra con su entorno, aportando soluciones específicas para problemas como la suciedad, el envejecimiento, la presencia de microorganismos, la absorción de líquidos o la alteración cromática. Entre los tratamientos químicos más destacados podemos encontrar:
- Resinado
Consiste en la aplicación de resinas líquidas (generalmente epoxi o de poliéster insaturado) sobre la superficie de la piedra natural para que penetren en su porosidad y, tras su curado, formen una fase continua que consolida y refuerza mecánicamente la piedra, evitando roturas y fracturas, y mejorando la cohesión superficial. Este tipo de tratamiento es muy empleado en piedras que presentan muchos poros o cavidades, como sería el caso del travertino, aunque se pueden utilizar en cualquier tipo de piedra que lo requiera.
- Consolidado
Es el tratamiento mediante el cual se aplica un producto (resina: inorgánica, órgano silícica u orgánica) que penetra en profundidad en la piedra y mejora su cohesión interna, uniendo los granos minerales sueltos y adhiriendo las capas alteradas al sustrato sano, restaurando así las propiedades mecánicas de la piedra. El proceso es muy similar al del resinado, difiriendo de este en los tiempos de curado, ya que los productos de consolidado deben penetrar al máximo en el interior de la pieza y no solo quedar en la superficie. Se emplea principalmente para reforzar piezas de piedras porosas con características mecánicas bajas como las areniscas y algunas calizas.
- Enmallado
Consiste en adherir una malla (generalmente de fibra de vidrio) en la cara posterior de la piedra, normalmente acompañada de resina, para reforzar piezas frágiles o con fisuras, proporcionando mayor resistencia a la manipulación, transporte y almacenaje. Este tratamiento se emplea principalmente para el refuerzo y reparación de tableros agrietados, con tendencia a fracturarse o de materiales blandos como algunos mármoles, permitiendo reducir espesores en los productos finales y por tanto, en el peso.
- Enmasillado
Es la aplicación de una masilla (a base de resinas, epóxicas o de poliéster) sobre la superficie de la piedra para rellenar poros, grietas, fisuras o pequeños defectos, logrando una superficie más homogénea y mejorando el acabado estético y funcional. A diferencia de los tratamientos anteriores, este tratamiento principalmente se aplica de forma manual y puntual para cubrir defectos localizados de la piedra. En este caso para que las reparaciones queden disimuladas se suelen utilizar masillas transparentes, de diferentes colores o de color neutro. Se utilizan endurecedores/catalizadores para acelerar el proceso con tiempo de catálisis corto.
- Coloreado/Tintado
Se refiere al proceso de aplicar tintes o pigmentos sobre la superficie de la piedra natural para modificar o intensificar su color y/o disimular manchas, vetas y otros efectos de coloración de la piedra natural, ya sea por motivos estéticos o para igualar tonalidades. Para que el tinte penetre en los microporos de la piedra esta debe estar totalmente seca, para ello se pasa previamente por hornos de secado. Posteriormente el tinte puede aplicarse mediante brocha, rodillo, esponja o pistola, sin necesidad de inmersión. Una vez el producto se ha secado, la superficie se somete a un cepillado que elimina el excedente del producto, eliminando el aspecto artificial de una superficie pintada. El efecto del coloreado y tintado no es permanente, pierde luminosidad con el tiempo, por lo que las piezas tintadas requieren de un mantenimiento periódico.
- Envejecido químico
Consiste en la aplicación de productos químicos que reaccionan con la superficie de la piedra para modificar su textura y aspecto, simulando el desgaste natural producido por el paso del tiempo y los agentes meteorológicos, simulando un aspecto de piedra antigua y desgastada. Este tratamiento se realiza mediante tratamientos químicos con un ph muy ácido y reacción muy rápida que actúan en la cara superficial de la piedra agrandando el poro. Este tratamiento genera una textura ligeramente rugosa, aportando un aspecto semejante al producido por la alteración del tiempo y los agentes atmosféricos, dando un aspecto envejecido. Con ello puede aumentar la rugosidad y conferir un efecto antideslizante, además de matizar el brillo superficial.
- Envelopado
El proceso de envelopado consiste en la aplicación de un tratamiento o recubrimiento integral sobre un bloque de piedra natural antes de su corte. Este procedimiento se lleva a cabo mediante la colocación de una malla, generalmente envuelta en resina, que se adhiere a la superficie del bloque. Los productos empleados en este tratamiento no penetran en la estructura interna del material, sino que permanecen en la capa superficial, formando una barrera física —visible o invisible, según el tipo de recubrimiento—. El objetivo principal es proteger y reforzar el bloque de piedra durante el proceso de corte, permitiendo así la obtención de piezas más delgadas y manejables sin que se produzcan roturas indeseadas. De este modo, se optimiza tanto el rendimiento como la versatilidad de la piedra natural, ampliando sus posibilidades de uso en diferentes aplicaciones.
- Hidrofugado y Oleo-repelentes
El hidrofugado es la aplicación de productos hidrofugantes que protegen la piedra natural frente a la penetración de agua y humedad, sin alterar su aspecto ni sus propiedades físicas. Forman una capa superficial (no película), generalmente transparente, que limita el acceso del agua al interior del material, al rellenar parte de los poros, mientras que da a la superficie del material cualidades hidro-repelentes. Este tratamiento ayuda a prevenir manchas, eflorescencias y daños por heladas, manteniendo la calidad y durabilidad del material. Los óleo-repelentes son productos que se emplean para proteger las superficies absorbentes contra sustancias oleosas, resguardando a la piedra contra derrames de cafés, aceites, agua, zumo, pinturas, etc. Los óleo-repelentes limitan la absorción de la superficie frente a derrames. Al evitar que la sustancia penetre en los poros, facilita su eliminación y limpieza. Su principio de acción es similar al de los hidrofugantes, si bien su acción protectora es superior. Se emplea principalmente para proteger las superficies en aquellas aplicaciones en las cuales la piedra va a estar sometida a la acción de estos elementos, principalmente encimeras de cocina y similares.
En definitiva, la elección de la técnica de acabado a aplicar en la piedra natural influye no solo en la apariencia, sino también en el comportamiento de la piedra frente al desgaste, la intemperie y el uso diario.
2.4. SEGURIDAD Y SALUD
El trabajo con piedra natural implica riesgos inherentes, tanto por la maquinaria y equipos de corte de piedra natural, como por el polvo y el ruido generados durante su transformación. Los riesgos laborales deben ser controlados a tiempo para evitar accidentes y enfermedades profesionales, es por ello que se hace imprescindible que los operarios sepan adoptar todas las medidas necesarias de seguridad y salud en todas las fases del proceso. Siguiendo las directrices de la Ley 31/1995, de 8 de noviembre, de Prevención de Riesgos Laborales (LPRL) donde se establecen los derechos y obligaciones de los trabajadores y empleadores en materia de seguridad y salud laboral, en los centros de trabajo se deberán seguir unas pautas para evitar los máximos riesgos posibles. A continuación se destacan los principales riesgos laborales que se presentan en el proceso de la transformación de la piedra natural son los siguientes:
- Caída de personas al mismo nivel. Producido por resbalones, tropiezos, falta de orden y limpieza, provocando en el trabajador principalmente fracturas, esguinces o hematomas.
- Caída de personas a distinto nivel.
- Choques contra objetos inmóviles.
- Pisada de objetos.
- Golpes o cortes por objetos o herramientas.
- Caída de tableros en manipulación.
- Caída de bloques/piezas por desplome o derrumbamiento.
- Atrapamiento por y entre objetos.
- Atrapamiento por vuelco de máquinas o vehículos.
- Contacto eléctrico directo o indirecto.
- Ruido y vibraciones.
- Contacto con sustancias corrosivas.
Para prevenir cualquier riesgo inherente a los trabajos con la piedra natural, primeramente se deben considerar protecciones colectivas. Esto supone que los entornos de trabajo dispongan de medios y dispositivos de protección de las máquinas para que sea seguro su utilización por parte del operario o cualquier persona que esté en sus inmediaciones.
Dispositivos de protección colectiva:
-
Resguardos: Principalmente las máquinas a utilizar dispondrán de resguardos que garanticen la protección de los elementos peligrosos de la máquina mediante una barrera material. Existen diferentes tipos de resguardos Resguardo fijo: Los resguardos están diseñados para impedir o restringir el acceso a las zonas peligrosas de la máquina, evitando así el riesgo para el operario o para cualquier otra persona. Se pueden presentar de tres formas:
- Como protección local
- Encerrado
- Como resguardo distanciador
-
Resguardo regulable: Es un resguardo fijo o móvil cuyo fin se centra en no permitir el acceso a las zonas móviles del equipo y que se puede regular su posición, aunque permanecerá fijo durante la operación.
-
Resguardo con dispositivo de enclavamiento: Se trata de aquel resguardo que cuando está abierto la máquina recibe una orden de parada por seguridad.
-
Resguardo con dispositivo de enclavamiento y bloqueo: este resguardo no permite ser abierto hasta la completa detención de la zona de peligro del equipo.
-
Dispositivos de protección: El dispositivo es el elemento que reduce o elimina un riesgo por sí solo o junto a un resguardo. Estos dispositivos deben cumplir las siguientes características:
- Los elementos móviles de la máquina no podrán ponerse en funcionamiento si el operario pudiera entrar en contacto con ellos.
- Podrán regularse usando herramientas o llaves de apriete.
- En caso de falta o ausencia de alguna parte de la máquina el dispositivo provocará la parada de la misma.
Tipos de dispositivos de protección
- Mando sensitivo: Es un elemento de seguridad que al dejar de ser accionado produce la parada del equipo.
- Mando a dos manos: Dispositivo de protección en el cual es necesario pulsar dos accionadores para su parada.
- Dispositivos sensibles: Se refiere a aquellos dispositivos que poseen un límite de seguridad que al rebasarse, se procede a la detención de la máquina.
- Dispositivos sensibles mecánicos: Se produce la detección mecánica del equipo por acción de sondas telescópicas, tapices sensibles, cables, etc.
- Dispositivos sensibles no mecánicos: La detección se realiza a través de un medio inmaterial (barreras fotoeléctricas, detectores capacitivos, detectores ultrasónicos, etc.).
- Marcha a impulsos: A través de este dispositivo se limita el desplazamiento del elemento peligroso de la máquina.
- Dispositivos de parada de emergencia: Se consideran dispositivos tipo “cabeza de seta”, de color rojo y con un círculo amarillo en la superficie inferior, y son los que deben ser instalados en aquellos equipos en los que exista peligro de tipo mecánico en condiciones normales de trabajo.
Dependiendo de la máquina con la que se esté trabajando, serán precisos unos u otros resguardos y dispositivos de protección.
Por otro lado, aparte de considerar actuaciones colectivas, cada operario deberá utilizar los equipos de protección individual EPIs más adecuados para cada caso. Estos equipos deben ser proporcionados por el empresario de forma gratuita al trabajador, y este debe asegurarse de que sus trabajadores los usen en aquellos puestos donde sea necesario y efectuarles un mantenimiento adecuado a cada equipo. Además deberán contener el marcado CE que permanecerá colocado en cada uno de los EPI de manera visible, legible e indeleble, durante el período de vida útil del equipo. Si no fuera posible debido a las características del producto, el marcado CE se colocará en el embalaje. Vendrán provistos también del manual o instrucciones de uso y mantenimiento de los equipos.
A continuación se describen los elementos de protección individual más utilizados:
- Protección de la cabeza: casco de seguridad, prendas de protección (gorras o gorros de tejidos o recubiertos) cascos para usos especiales como el fuego.
- Protección ocular: Las gafas protegen de posibles proyecciones de esquirlas de piedra o impactos de cualquier otro elemento en los ojos, que pueden provocar graves lesiones.
- Gafas de montura universal,
- Gafas de montura integral (uni o binocular),
- Gafas de montura cazoletas.
- Protección auditiva: Se deben utilizar protecciones auditivas para evitar la pérdida auditiva por mínimo que sea el ruido al que se esté expuesto. Para ello existen
- Las orejeras (suelen estar diseñados para una atenuación por encima de aproximadamente 2000 Hz)
- Los tapones (se utilizan en puestos de trabajo donde el equipo tiene un nivel de ruido superior a 80 dB).
- Protección respiratoria: Se utilizará protección respiratoria en aquellos puestos donde exista riesgo de inhalación de gases, polvo o humos. En el caso concreto de la piedra el operario deberá protegerse para evitar la tan temida silicosis. Esta enfermedad tan grave aparece principalmente por aspiración de polvo de cuarzo, arena y granito tanto en el proceso de corte de bloques como de tableros e incluso en la limpieza con chorro de agua o arena de los mismos. Para su protección existen diferentes mascarillas
- Mascarilla desechable
- Mascarilla plegable
- Mascarilla de filtro
- Protección de manos y brazos. Para ello se utilizan los guantes, los cuales deben cumplir una serie de requisitos como el diseño, la construcción, el ph, el contenido de cromo, la limpieza, desteridad, etc. Entre todos los tipos de guantes se pueden encontrar los siguientes tipos:
- Guantes contra las agresiones mecánicas (perforaciones, cortes, vibraciones, etc.).
- Guantes contra las agresiones químicas.
- Guantes contra las agresiones de origen eléctrico.
- Guantes contra las agresiones de origen térmico.
- Manoplas.
- Manguitos y mangas.
- Protección de pies y piernas. Existen tres tipos de calzado de protección laboral:
- Calzado de seguridad, para trabajo profesional (golpes hasta 200J y compresión hasta 15KN)
- Calzado de protección, para uso profesional (golpes hasta 100J y compresión hasta 10KN)
- Calzado de trabajo, para uso profesional. Este tipo no protege contra el impacto y la compresión en la parte delantera del pie.
- Protección del cuerpo. Ropa de seguridad. La ropa de seguridad se entiende la que sustituye o cubre a la ropa personal y que está diseñada para proporcionar protección contra uno o más peligros
- Ropa de protección contra las agresiones mecánicas (perforaciones, cortes, etc.).
- Ropa de protección contra fuentes de calor intenso o bajas temperaturas
- Ropa antipolvo.
- Ropa de señalización (retrorreflectantes, fluorescentes, etc.).
- Arneses.
- Cinturones de sujeción.
A mayores de todo lo indicado, también es imprescindible que en la adquisición de cualquier equipo de trabajo haya total garantía de que se cumplen los requisitos mínimos de seguridad y salud como son:
- Marcado CE
- Declaración CE de conformidad
- Manual de instrucciones y mantenimiento de los equipos y herramientas
En conclusión, el uso de Equipos de Protección Individual (EPI) como cascos, guantes, gafas, mascarillas y protectores auditivos es obligatorio. Además, las instalaciones deben contar con sistemas de extracción de polvo, señalización adecuada y formación específica para los operarios. La prevención de accidentes y enfermedades profesionales es una prioridad en el sector, y el cumplimiento de la normativa vigente en materia de seguridad laboral es fundamental para garantizar un entorno de trabajo seguro y saludable.
2.5. CONTROL DE CALIDAD
El control de calidad en el proceso de transformación de la piedra natural es esencial para asegurar que el producto final cumpla con las especificaciones técnicas y las expectativas del cliente. Este control comienza con la selección de la materia prima, continúa durante las fases de transformación y mecanizado y finaliza con la inspección del producto terminado. Se realizan pruebas de resistencia, absorción, color, textura y dimensiones, utilizando instrumentos de medición precisos y procedimientos normalizados. Un sistema de control de calidad eficaz permite detectar y corregir desviaciones a tiempo, minimizando rechazos y garantizando la satisfacción del cliente final.
Con la recepción del bloque, se debe comprobar que este cumple con la calidad requerida
- Se comprobarán albaranes y órdenes de pedido.
- Se inspeccionará para detectar posibles irregularidades.
- Se realizará una medición de las dimensiones del bloque.
- Se le asignará un código y un lugar en el parque de bloques.
Se debe tener en cuenta que la suciedad presente en un bloque puede enmascarar los defectos presentes en sus caras. Si se considera oportuno, se realizará el lavado del bloque mediante agua a presión u otros métodos utilizados en la empresa, en función del tipo de suciedad. Los bloques del parque deben estar marcados mediante un código, que se suele anotar con pintura o sprays sobre el propio bloque. En la base de datos de la empresa, bajo el código del bloque, se tendrá la información relativa a:
- La denominación de la piedra natural.
- La procedencia.
- La masa y volumen del bloque.
- Las dimensiones brutas y comerciales del bloque.
- Las posibles irregularidades.
- La posición en el parque de bloques.
- El resto de información de interés para la empresa
Es necesario conocer las características de la piedra para poder emplearla en diferentes aplicaciones, pudiendo llegar a predecir la respuesta de la piedra con el transcurso del tiempo cuando esté colocada en obra. El proveedor debe acompañar su producto con una documentación técnica que recoja las propiedades más importantes del mismo. De esta forma, se puede direccionar la piedra a una aplicación compatible con su comportamiento. La determinación de muchas de estas propiedades se realiza mediante ensayos físico-químico-mecánicos en laboratorios. Los procedimientos, métodos y equipos están regulados por normas técnicas. Básicamente se analizan las propiedades físicas como el peso específico, la porosidad, la absorción o la resistencia a la abrasión entre otros parámetros. También se analizará la dureza, la resistencia a la compresión, a la flexión y el módulo de elasticidad de la piedra. Se harán comprobaciones asociadas con la alterabilidad como la resistencia a las heladas, a la cristalización de sales, la resistencia al choque térmico o incluso su cohesión granular. Sin dejar atrás la valoración de su apariencia visual y propiedades químicas que pueda presentar. Todos estos valores, junto con los dimensionales al salir la pieza de piedra de la máquina de corte, serán decisivos para determinar si la pieza cumple unos requisitos mínimos de calidad y según sean estos, el material se clasificará en las diferentes categorías. Los criterios de aceptación y rechazo dependerán del destino final y de los estándares de calidad que debe cumplir tanto el bloque de piedra natural como la pieza de piedra mecanizada y tratada superficialmente. La normativa al respecto marca los valores mínimos de las distintas propiedades mecánicas para su utilización como baldosas, bordillos, columnas, etc., en interiores o exteriores. Las características referentes al aspecto están más sujetas a la negociación vendedor-comprador, por lo que los criterios de aceptación y rechazo se fijarán en la negociación con la entrega de unas muestras de material. En el caso en que se detecten algunas irregularidades o el aspecto no se corresponda con las muestras, se le comunica al vendedor, que es normal que envíe a una persona para comprobarlas y, en función de los resultados, negocie con el comprador posibles soluciones.
2.6. GESTIÓN DE DOCUMENTACIÓN.
La gestión documental en el proceso de fabricación de un proyecto en piedra natural es fundamental para garantizar la trazabilidad, la calidad y el cumplimiento normativo en todas las fases del proceso. Esta gestión abarca desde la documentación técnica y las órdenes de producción, hasta los controles de calidad, las etiquetas de identificación, los albaranes de entrega y los certificados como la Declaración de Prestaciones y el Marcado CE, obligatorios para la comercialización en la Unión Europea.
Por otro lado, también se incluyen en este proceso, la gestión de los manuales de la maquinaria utilizada, los partes de mantenimiento de las mismas, los registros de incidencias, las fichas de riesgos y la documentación sobre el movimiento y almacenamiento de los materiales y productos.
Actualmente, la industria utiliza sistemas ERP (Enterprise Resources Planning, o Planificación de Recursos Empresariales) y software especializado que integran toda esta información, permitiendo el control en tiempo real de inventarios, procesos y documentación asociada a cada lote o pieza, utilizando una única base de datos para evitar duplicidades y mejorar la coherencia y trazabilidad de los datos, lo que minimiza errores, asegura la integridad y accesibilidad de los registros y facilita la adaptación a normativas de calidad, facturación y medio ambiente. Una gestión documental eficiente no solo optimiza la producción y la logística, sino que también es clave para responder ante auditorías, reclamaciones y para garantizar que cada elemento de piedra natural cumple con los estándares exigidos por el mercado y la legislación vigente.
A continuación se explica de forma breve y resumida la gestión documental que se debe llevar a cabo a la hora de realizar un proyecto o encargo de trabajo en piedra natural con sus diferentes etapas necesarias para garantizar la trazabilidad, calidad y optimización del proyecto.
Gestión de un proyecto o encargo de trabajo La gestión de un proyecto o encargo de trabajo en piedra natural exige una planificación rigurosa y una gestión documental exhaustiva en cada fase del proceso, desde la extracción en cantera hasta la instalación final en obra.
El primer paso fundamental es la identificación de las fases de desarrollo, dividiendo el proyecto en etapas claramente diferenciadas asignándole tiempos a cada fase:
- Fase de estudio y preparación del proyecto
- Fase técnica y de planificación
- Fase de producción y control
- Fase de embalaje, expedición y entrega
- Fase de instalación y cierre
Para asegurar el control temporal y evitar omisiones, es imprescindible crear un diagrama de Gantt que detalle la duración y la secuencia de cada etapa, acompañado de un checklist de hitos críticos que sirva como guía de avance y control.
- Fase de estudio y preparación del proyecto
En la fase de extracción en cantera, la gestión documental comienza con la selección precisa de los bloques, basándose en un estudio técnico previo que determine el volumen exacto necesario para el proyecto, evitando así excedentes y desperdicios. Se debe elaborar un informe detallado de los bloques seleccionados, incluyendo fotografías, medidas exactas y un mapa de la cantera que indique la ubicación de cada bloque asignado. Este informe debe también documentar la ausencia de vetas o fallos que puedan comprometer la calidad de las piezas finales. Una vez seleccionados los bloques, se procede a la aprobación de muestras representativas. Antes de iniciar el corte masivo, el cliente debe aprobar el rango de color y textura de la piedra. Para ello, se preparan muestras físicas que deben ser firmadas y registradas por el cliente, asegurando así que las expectativas de diseño y tonalidad quedan perfectamente documentadas y aceptadas.
- Fase técnica y de planificación
El siguiente paso es la planificación del suministro. Es fundamental coordinar las entregas con la obra para no saturar la producción ni provocar retrasos en la construcción. Se debe generar un calendario de entregas ajustado a la capacidad productiva y a las necesidades de la obra, quedando todo registrado y validado documentalmente para evitar malentendidos y asegurar la trazabilidad de cada lote.
- Fase de producción y control
En la integración del proyecto en la planificación del taller de corte, la documentación juega un papel clave para optimizar los cortes y minimizar los desperdicios. Utilizando software de diseño especializado, se generan planos de corte optimizados y se elaboran instrucciones precisas para las máquinas (PLC, CNC, hilo diamantado, etc), todo ello archivado y validado para consulta y seguimiento. Cada lote de producción se gestiona mediante una Orden de Trabajo (O.T.), que debe incluir:
- Número de lote
- Croquis detallados de las piezas
- Notas de fabricación específicas del cliente
- Las órdenes de trabajo internas, validadas por el cliente.
Esta documentación es esencial para garantizar que cada pieza se fabrica conforme a requisitos técnicos y estéticos pactados con el cliente. Durante la producción de las O.T., se lleva a cabo el corte y elaboración de la piedra. Aquí es donde el proyecto cobra vida. Se deben registrar diariamente los tiempos de máquina y operarios, así como cualquier incidencia que pueda surgir (roturas, desviaciones, etc.). Se recomienda complementar este registro con fotografías de progreso para facilitar el seguimiento visual y la resolución de incidencias. Se ejecuta en el taller siguiendo estos pasos:
- Preparación de máquinas:
Ajustar cortadoras CNC, puentes de hilo diamantado, etc.
- Corte primario:
Extraer las piezas brutas de los bloques.
- Acabados:
Pulido, canteado, tratamientos superficiales (hidrofugado, resinas).
- Registro diario de producción
(máquinas, operarios, tiempos).
- Fotos de progreso
(para seguimiento visual).
- Parte de incidencias
(si una pieza se rompe o hay desviaciones).
Inspección de calidad interna El control de calidad interna es un proceso continuo y documentado, realizado de forma aleatoria durante la producción y no al final de la misma. Se revisan:
- Dimensiones (con calibres digitales).
- Acabado superficial (sin rayas, manchas o porosidad excesiva).
- Uniformidad de color (comparando con la muestra aprobada por el cliente).
- Informe de control de calidad (muestreo aleatorio).
- Checklist de inspección (con criterios objetivos: ej: "≤0.5 mm de desviación").
- Informe de no conformidades (si una pieza no pasa el control)se genera un informe específico para su trazabilidad y resolución.
- Registro de muestreo aleatorio (ej: revisar 1 de cada 10 piezas).
Inspección de calidad externa Antes del embalaje, se comprueba que todo cumple con los estándares. Generalmente a cargo de un inspector externo, o del propio cliente, donde se verifica:
- Que las piezas cumplan con lo acordado.
- Que el embalaje protege adecuadamente el material. Se documenta mediante un certificado de conformidad firmado por el propio inspector o cliente. Se apoya con un reportaje fotográfico y un acta de pre-embarque, donde se deja constancia del estado del material antes del transporte.
- Fase de embalaje, expedición y entrega
La definición del embalaje también requiere una gestión documental específica. Cada O.T. debe incluir instrucciones detalladas sobre la protección y el etiquetado de los pallets, asegurando su protección para que el material llegue en perfectas condiciones a su destino y que cada lote sea fácilmente identificable y rastreable. El suministro a obra se realiza conforme al planning establecido, actualizando los planos de obra para reflejar las partes ya suministradas y las pendientes de entrega. Ejemplo: Entrega Nº 456 – Proyecto "Hotel Costa Blanca"
- Parte suministrada: Revestimiento fachada (lotes 1-5).
- Pendiente: Escaleras (lote 6, entrega prevista 15/05).
Cada envío va acompañado de un albarán de entrega con el número de lote y referencia, así como una hoja de ruta detallada que incluye el itinerario y los contactos de emergencia.
- Fase de instalación y cierre
Durante la entrega e instalación en obra, un técnico especializado supervisa la recepción y el correcto almacenamiento del material, y la correcta instalación del material, asegurando que:
- En la descarga: Que no haya golpes.
- En el almacenamiento en obra: El acopio del material se descargue de manera que cuando se tenga que instalar las piezas sea un proceso ágil y correlativo y no se tenga que despaletizar todo el palet para poder encontrar una pieza.
- En la Instalación: Que se usen los adhesivos y técnicas adecuadas.
Se documenta todo el proceso mediante un checklist de verificación en la instalación (estado del material, las condiciones de instalación, etc), incluso con fotos del proceso. También se verifican las condiciones en obras, ej: suelo nivelado antes de colocar las losetas, etc. Todo ello se deja reflejado mediante un acta de recepción firmada por el cliente una vez finalizada la instalación. Finalmente, tras la conclusión del proyecto, se realiza un estudio de rentabilidad comparando los costes y tiempos reales con los presupuestados.
- Costes previstos vs. reales (¿hubo sobrecostes?).
- Tiempos estimados vs. reales (¿Hubo retrasos?).
Se elabora un informe de desviaciones que identifica las causas de posibles sobrecostes o retrasos, proponiendo soluciones para futuros proyectos, y se cierra la gestión documental con un balance económico del proyecto o encargo que refleje la rentabilidad neta del encargo.
En resumen, la gestión documental en un proyecto de piedra natural es un proceso transversal y fundamental, que debe estar presente en todas las fases para garantizar la trazabilidad, calidad, cumplimiento de plazos y optimización de recursos. La correcta elaboración, archivo y seguimiento de la documentación técnica y de control es la clave para el éxito y la rentabilidad de cualquier proyecto en el sector de la piedra natural.
BIBLIOGRAFÍA
-
Asesoramiento, Tecnología E Investigación, S. L., Ordoñez Puime, A., Piñeiro Di Blasi, J. I., & Alonso Crespo, R. (2013). Elaboración de productos finales de piedra natural: técnicas y procesos operativos (IEXD0108). IC Editorial.
-
López Béjar, E. (2013). Manejo de maquinaria de corte de bloques de piedra (IEXD0108). IC Editorial.
-
Ordoñez Puime, A., Alonso Crespo, R., & Piñeiro Di Blasi, J. I. (2013). Procesos y tratamientos químicos y clasificación de los productos de piedra natural (IEXD0108). IC Editorial.